Stroj pro nastavení axiálního šroubu a mazání převodovky
Krimpování chladiče = pevné spojení plastových vík s jádrem chladiče
DVOUSTANICE – NASTAVENÍ AXIÁLNÍHO ŠROUBU A MAZÁNÍ PŘEVODOVKY
Projekt: Nastavení axiálního šroubu a mazání převodovky
Počet pracovišť v rámci zařízení: 1
Termín realizace: 2021
ZÁKLADNÍ CHARAKTERISTIKA
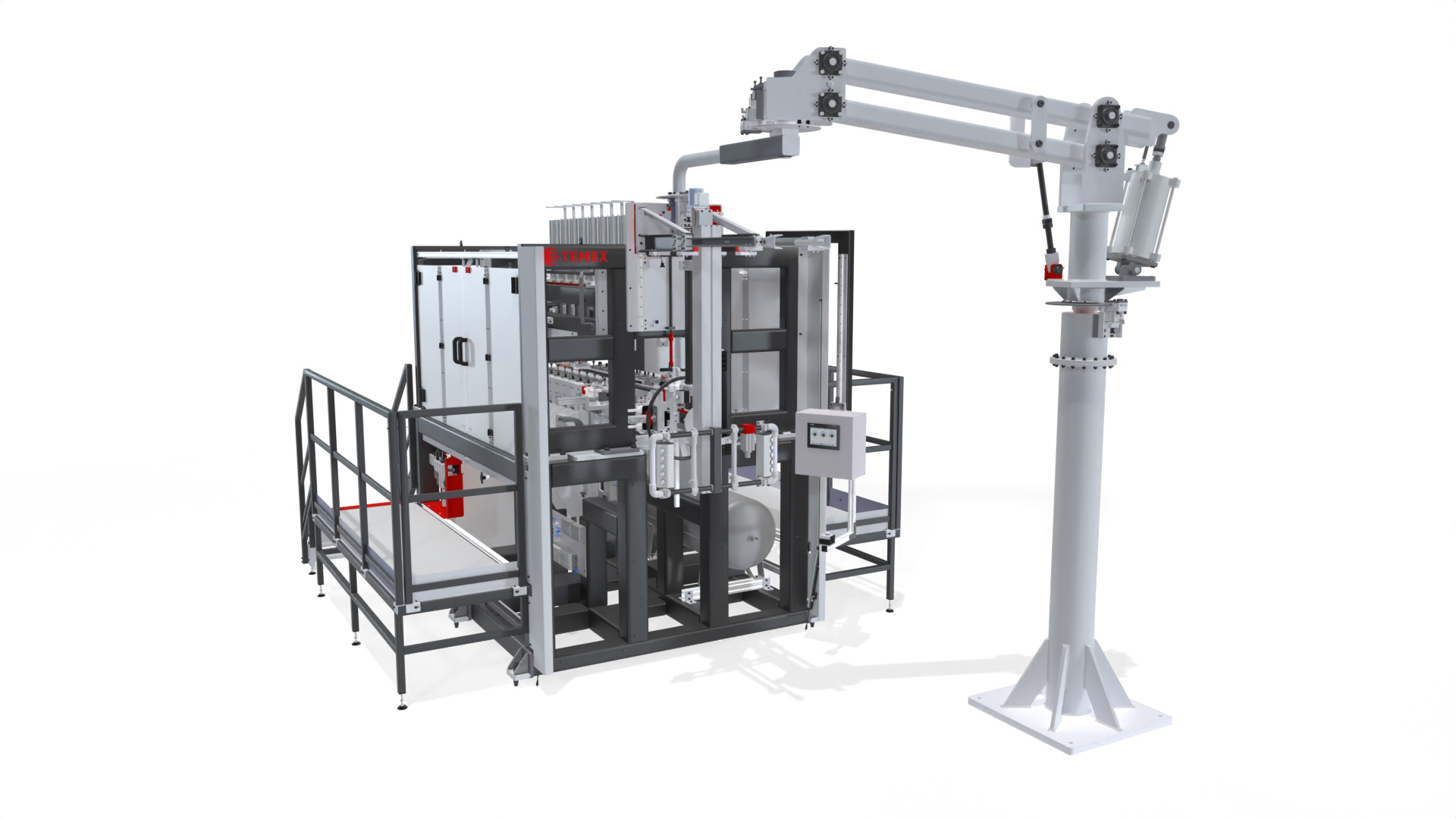
Zařízení je určeno k nastavování axiálního šroubu a mazání převodovky. Jedná se o dvoustanici, kdy obě stanice fungují nezávisle na sobě. Zařízení je navrženo pro jednočlennou obsluhu.
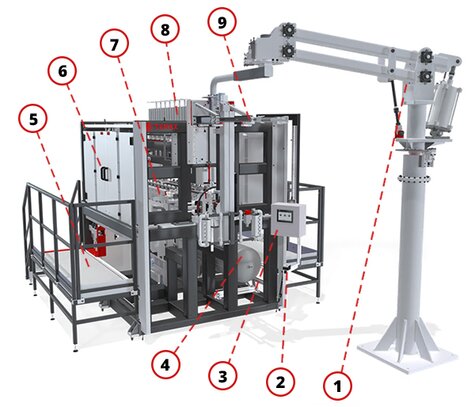
POPIS STROJE:
1. Bezpečnostní kryt pravého pracoviště (nahoře)
2. Bezpečnostní kryt levého pracoviště (dole)
3. Operační panel HMI
4. Ovládací prvky
5. NOK box
6. Levé pracoviště
7. Pravé pracoviště
8. Odkládací místo pro krytování a nýtování motorku
POPIS PRACOVIŠTĚ:
8. Bezpečnostní kryt pracoviště (nahoře)
9. Válec přisunutí
10. Kamera
11. Válec Naklepávač
12. Stříkací pistole (značící tryska)
13. Přísun šroubováku
14. Místo pro založení motorku
15. Válec upnutí
16. Ventil dávkování 1 (přední)
17. Ventil dávkování 2 (zadní)
18. Válec Zámek krytu
19. Válec Kontaktování
20. Čidlo detekce modré značky na motorku
21. Čidlo detekce otáčení kliky motorku
Stroj disponuje celkem třemi funkčními režimy:
• Bez napětí – Tento režim informuje operátora o tom, že není přítomno ovládací napětí pro řídicí výstupní karty (nutno zkontrolovat vymáčknutí bezpečnostního modulu nouzového zastavení a aktivaci modrého tlačítka reset nouzového zastavení na přední straně rozvaděče RM1).
• Automatický režim – Tento režim umožňuje obsluze plně ovládat celou linku. Pohyby jednotlivých akčních členů a následujících úkonu jsou prováděny na základě blokačních podmínek a logických vazeb vytvořených v programu. Ne na základě manuálních povelů z HMI, pokud není uvedeno jinak!
• Servisní (ruční) režim – Tento režim umožňuje obsluze manuálně ovládat jednotlivé akční členy linky. Akční členy jsou ovládány na základě povelů navolených z HMI.
POPIS PRACOVNÍHO CYKLU
Po provedení inicializace založí obsluha motorek do pracoviště a zasune dolů bezpečnostní kryt. Pokud je přítomna modrá značka na motorku, motorek se upevní, poklepe, nanese se tuk na kolo a do prostoru šnekové hřídele, a započne automatizované nastavování axiálního šroubu. Po správném nastavení šroubu dojde k zasunutí přísunu šroubováku a válce přisunutí do výchozí polohy, následuje kamerová kontrola mazání šnekové hřídele, a v poslední řadě dojde k uvolnění blokování motorku a nástřiku zelené značky. Poté co kryt vyjede zpátky nahoru může obsluha vyjmout správně nastavený motorek a odložit na místo určené k pokládání OK kusů.
Kus vyhodnocený jako OK nebo NOK vidí obsluha na ovládacím panelu DT1 a také na panelu signálek HL101 či HL102.
Pokud je kus vyhodnocen jako NOK (alespoň jeden test nedopadl dobře), musí obsluha provést odložení tohoto kusu do NOK boxu (vlevo od levého pracoviště), až poté může založit nový motorek a pokračovat ve výrobním cyklu.
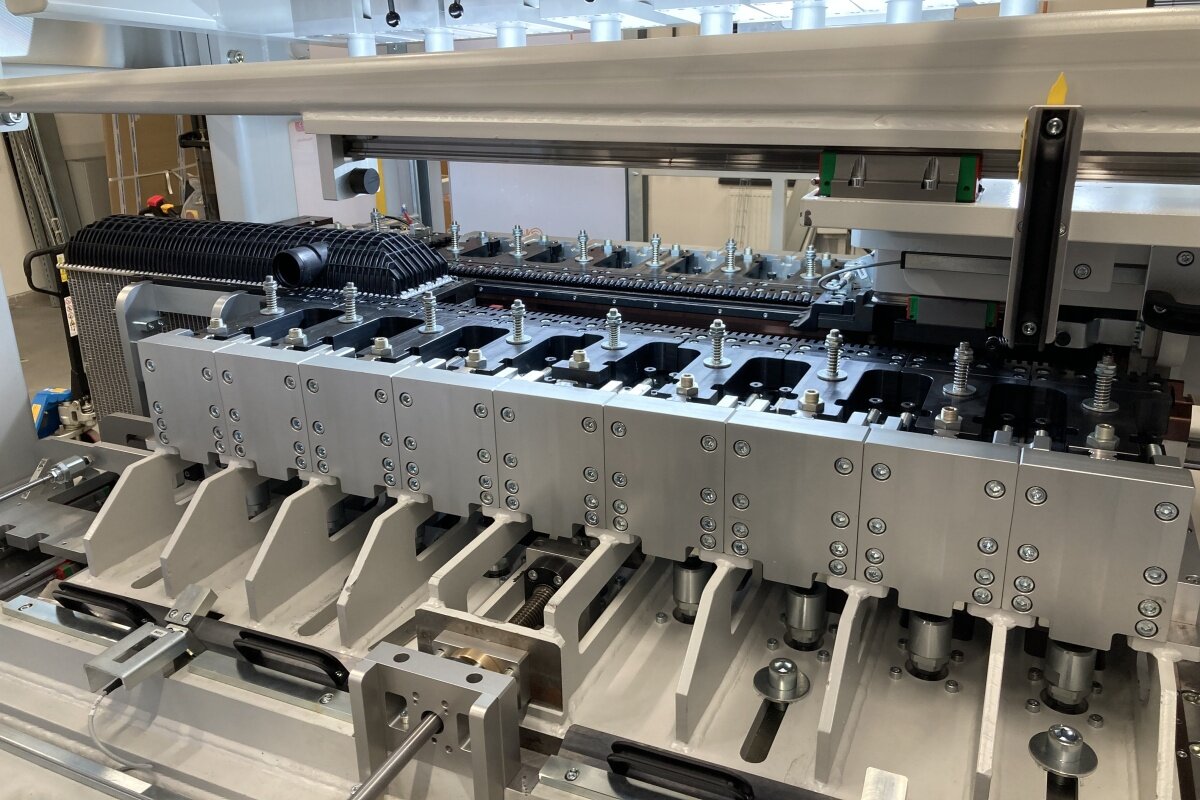
Nastavení množství maziva
Množství maziva se nenastavuje dobou mazání, jako u starších stanic, ale nově kapacitními dávkovači tuku, umístěnými vzadu stroje. Celkem jsou umístěny dva pro každou stanici.
Klíčové benefity našeho řešení
- Díky automatickým kontrolám přítomnosti a umístění komponent minimalizace zmetkovosti
- Technologie zaručuje excelentní cycle time