
Robotická montážní linka chladiče EGR ventilu – 2. generace
Robotická montážní linka s maximálním výkonem díky kompletní automatizaci výrobního procesu
Robotická montážní linka chladiče EGR ventilu – 2. generace
Projekt: Robotická montážní linka chladiče GEN2
Počet pracovišť v rámci zařízení: 6
Termín realizace: 2015 – 2016
PARAMETRY:
Délka: 5800 mm
Hloubka: 5600 mm
Výška: 2500 mm
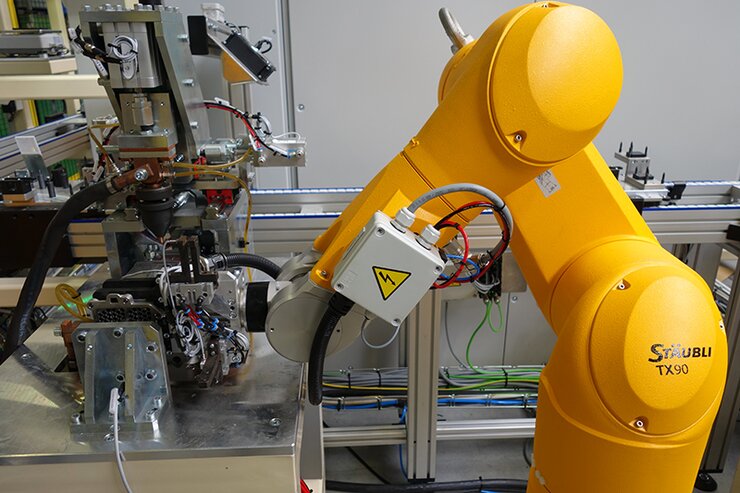
Roboti: Staübli TX90; Fisnar F5200N
Takt linky: 60 sec/ks
FUNKCE ZAŘÍZENÍ A JEDNOTLIVÝCH STANIC:
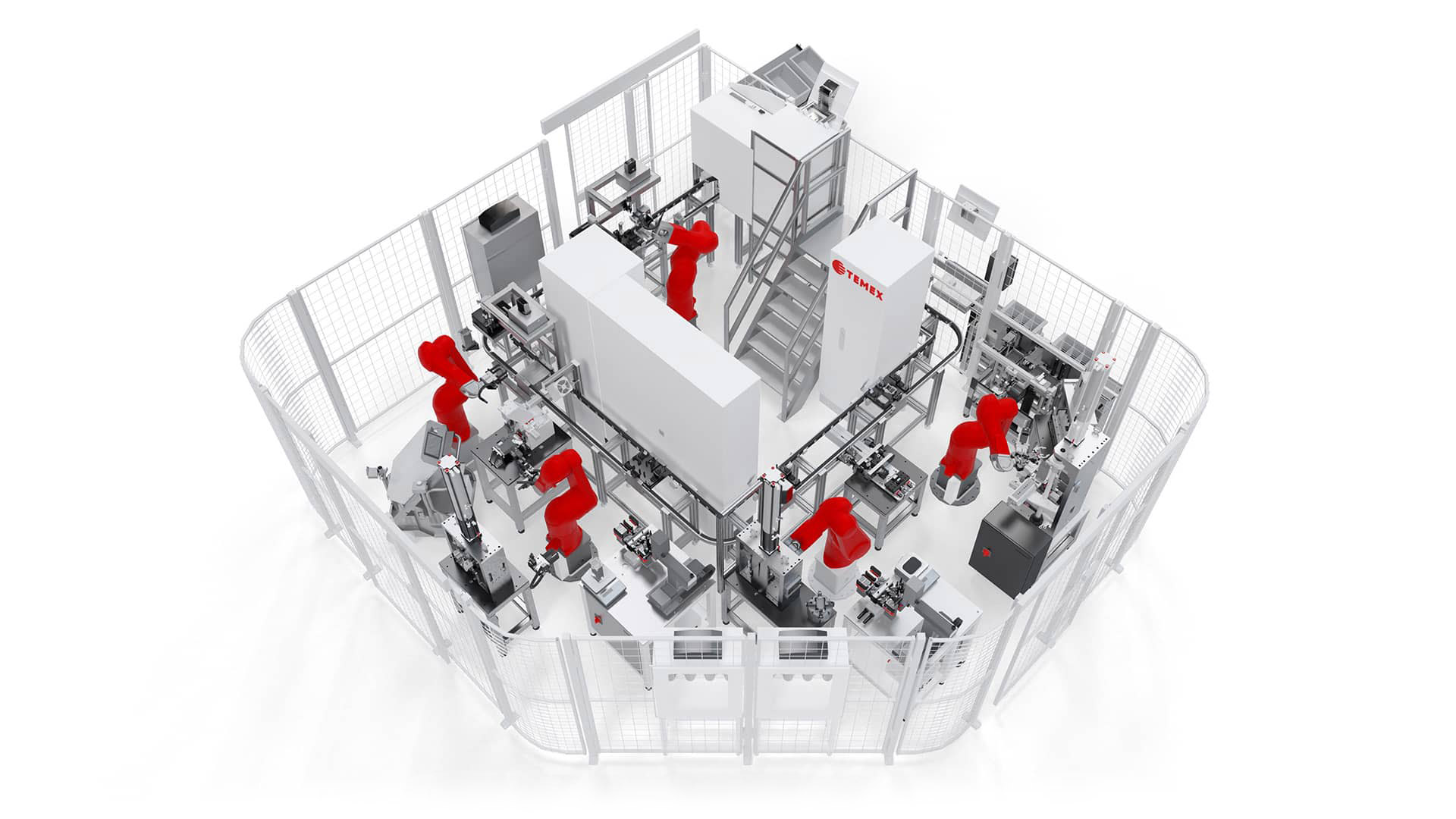
Robotická montážní linka zajišťuje výrobu chladiče (tepelného výměníku) pro EGR ventil. Hotový výrobek kompletuje ze 7+71 komponent. 7 základních komponent je během výroby převáženo na paletkách, 71 trubiček je v průběhu procesu automaticky zakládáno z výměnných zásobníků. Dopravníkový systém obsluhuje najednou 16 paletek a má 6 stanic + 6 čekacích pozic (bufferů). Díky většímu množství pracovních stanic obsluhovaných samostatnými robotickými rameny a vyššímu počtu přepravních paletek s jednotlivými díly dosahuje automatická linka excelentního pracovního taktu (sec/ks).
POPIS PRACOVIŠŤ ZAŘÍZENÍ:
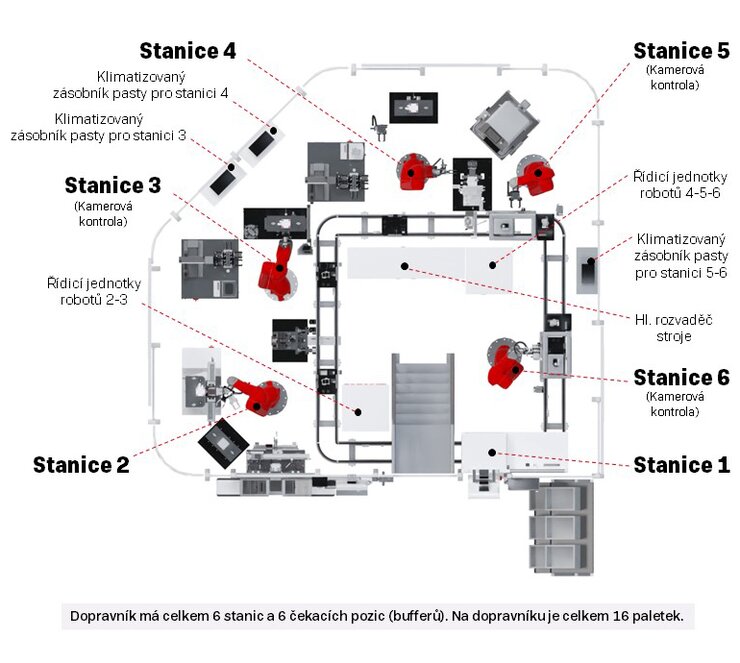
Stanice 1
• Zakládání vstupních komponent / odebírání hotových kusů (OK i NOK) a jejich ukládání/balení do beden operátorem
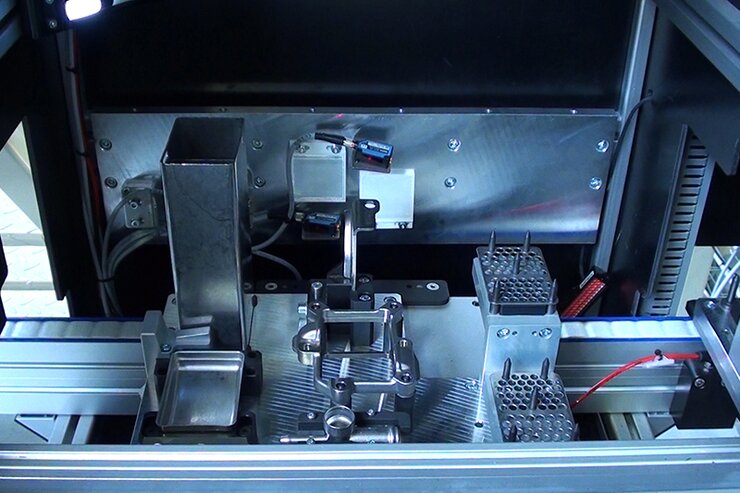
Stanice 2
• Nabírání 71 trubek na přípravky
• Kalibrace vnějšího pláště
• Montáž vodního adapteru na vnější plášť (kooperace s robotickým ramenem Stanice 3)
• Nasazení vnějšího pláště na trubky, provlečení horního i spodního víka a roztemování konců trubek
Stanice 3
• Vážení kusu a pastování poloviny trubek pájecí pastou
• Kalibrace vnějšího víka
• Montáž vnějšího víka – nalisování
Stanice 4
• Vážení kusu a pastování druhé poloviny trubek pájecí pastou
• Montáž příruby – nalisování
• Bodové přivaření brackety na vnější plášť chladiče
Stanice 5
• Chlazení kusu
• Vážení kusu
• Pastování poloviny pláště
• Kamerová kontrola správnosti pastování
Stanice 6
• Vážení kusu
• Pastování druhé poloviny pláště
• Kamerová kontrola správnosti pastování
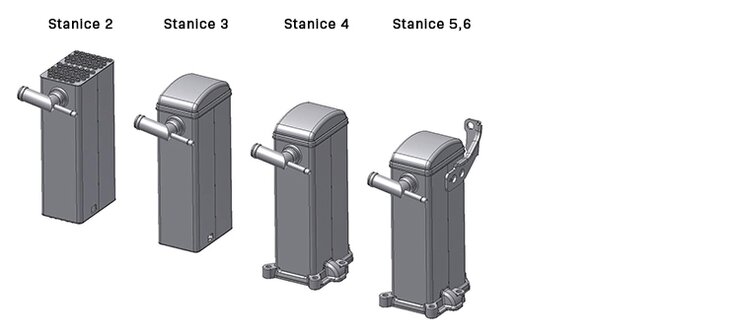
VÝSTUPNÍ STAV VÝMĚNÍKU Z JEDNOTLIVÝCH STANIC:
KONSTRUKCE ZAŘÍZENÍ:
Stroj je navržen jako poloautomatické pracoviště pro jednu obsluhu. Skládá se ze sestav svařených rámů, hliníkových konstrukcí, dopravníku a robotů.
Celá výrobní linka má 6 pracovních stanic, z nichž je Stanice 1 pracovištěm obsluhy, ostatní pracoviště jsou plně automatická s robotickými rameny a obsluha k těmto pracovištím (kromě servisu) nemá přístup. Na Stanici 1 je zároveň umístěna ovládací skříňka s tlačítky Start, Reset a Total Stop, operátorský panel, světelná signalizace založení komponent a monitory kamerového systému.
Všechna pracoviště obsahují velké množství kontrolních čidel – jak laserových, tak kamerových, zajišťujících kontrolu přítomnosti jednotlivých dílů i jejich správnou polohu.
Základním a hlavním bezpečnostním prvkem je oplocení s bezpečnostními dveřmi. Mezi další bezpečnostní prvky patří bezpečnostní kryty s kouřovými plexiskly proti průniku světla a posuvné dveře s bezpečnostní lištou Tapeswitch.




")
")





