Stroj č. 6 pro zalisování šneku a laserové přivaření držáku ložiska

Stroj v pořadí č. 6 poloautomatické výrobní linky pro kompletaci EGR ventilu Audi 3. generace s následným uzpůsobením pro alternativní montáž EGR ventilu 2. generace.
Stroj se třemi pracovišti pro zalisování šneku na hřídel ozubeného kola a laserové přivaření držáku ložiska
Projekt: Montážní linka pro EGR ventil – Audi V6
Počet pracovišť v rámci zařízení: 3
Termín realizace: 2015 – 2016
PARAMETRY:
Šířka: 2800 mm
Hloubka: 2200 mm
Výška: 2600 mm
Hmotnost: cca 1900 kg
Provozní tlak: 0,6 MPa
FUNKCE ZAŘÍZENÍ:
Pracovní náplní zařízení je poloautomatická montáž šneku na hřídel ozubeného kola a následné umístění a přivaření držáku ložiska k montážní desce EGR ventilu na dvou poloautomatických pracovištích. Přímou podporu těmto hlavním procesům poskytuje příprava ložiskové konzole na samostatném, zcela automatizovaném pracovišti v rámci stroje.
POPIS PRACOVIŠŤ ZAŘÍZENÍ:
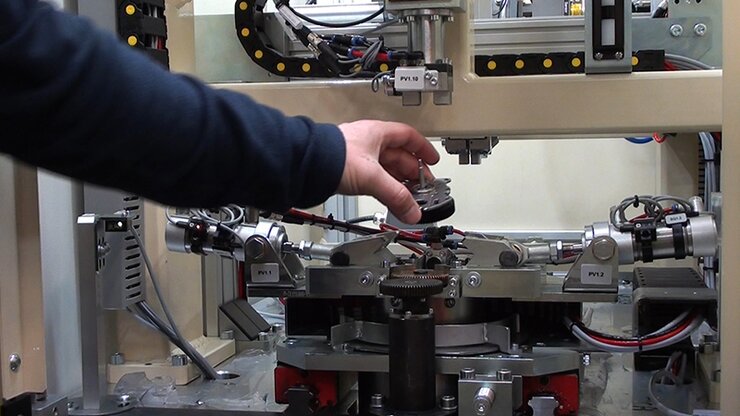
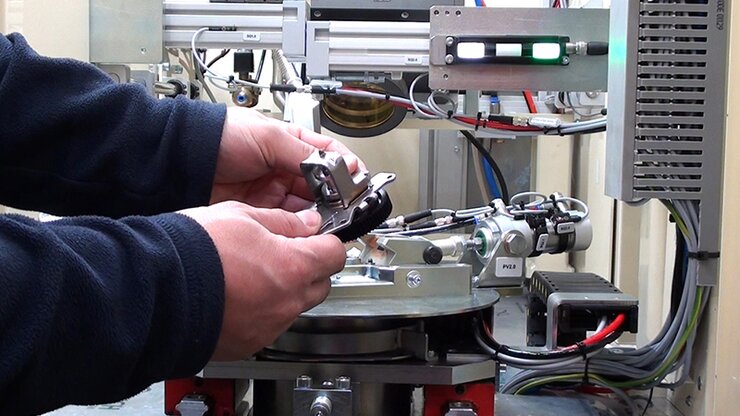
Pracoviště DT1
Na pracovišti DT1 dochází po vložení šneku do lisovací hlavy operátorem k jeho automatickému nalisování na hřídel ozubeného kola z podsestavy skládající se z montážní desky, kuličkového ložiska a nalisovaného ozubeného kola s hřídelí. Po nalisování šneku je v zadní části pracoviště operace dokončena celoobvodovým laserovému svařením šneku s hřídelí ozubeného kola.
Feedback: kamerová kontrola svaru
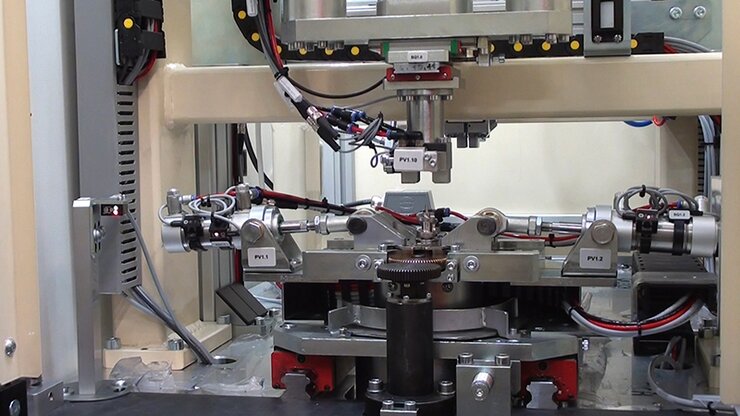
Pracoviště DT2
Na pracovišti DT2 je na díl s nalisovaným a přivařeným šnekem z předchozího pracoviště DT1 automaticky nasazen držák ložiska (BEARING BRACKET), který je automaticky montovaný na pracovišti DT3. Poté je držák ložiska (BEARING BRACKET) z obou stran přivařen k sestavě montážní desky (MOUNTING SHEET) laserovou svařovací hlavou a po kontrole je díl předán k dalším operacím.
Feedback: kamerová kontrola svaru
Pracoviště DT3
Pracoviště DT3 je podpůrným automatickým úsekem zařízení, který zajišťuje v průběhu lisování šneku na pracovišti DT1 autonomní montáž držáku ložiska (BEARING BRACKET). Výsledný komponent se skládá ze dvou dílů, které jsou do prostoru pracoviště dodávány automaticky pomocí vibračních podavačů.
Feedback: sledování průběhu dráhy a síly při zalisování
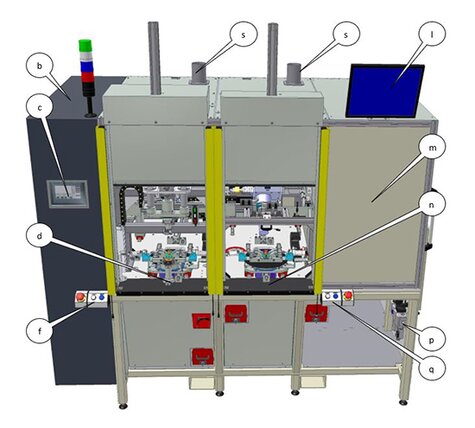
Části stroje (přední strana):
b) Hlavní rozvaděč RM1
c) Operátorský panel
d) Pracoviště 1: Montáž šneku
f) Ovládací skříňka s tlačítky Pracoviště 1
l) Monitor kamerové kontroly
m) Pracoviště 3: Pracovní prostor automatické montáže držáku ložiska
n) Pracoviště 2: Přivaření držáku ložiska na montážní desku
p) Úpravna vzduchu
q) Ovládací skříňka s tlačítky Pracoviště 2
s) Přípojka odsávání pracovních prostorů
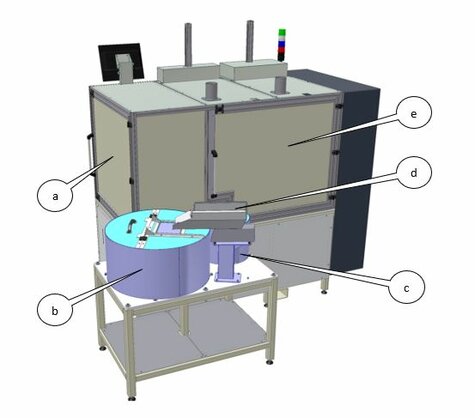
Části stroje (zadní strana):
a) Boční dveře pro přístup k Pracovišti 3
b) Vibrační zásobník bracketdržáků
c) Vibrační podavač kluzných pouzder
d) Vibrační předzásobník Bracketdržáků ložiska
e) Zadní dveře pro přístup k pracovištím 1 a 2
KONSTRUKCE ZAŘÍZENÍ:
- robustní ocelový rám s uzavřenými lyžinami pro snadnou manipulaci pomocí VZV
- pevné/polykarbonátové výplně – jako fixní plochy nebo jako dvířka
- pracovní prostory zabezpečeny optickými bezpečnostními závorami, elektrickými bezpečnostními zámky nebo šroubovými spoji
- operátorský panel je součástí elektrického rozvaděče
- ovládací tlačítka pracoviště DT1 i DT2 ve snadném dosahu operátora, monitor s výsledky kamerové kontroly svařování umístěn nad pracovištěm DT2
- napojení stroje na systém odsávání pracovních prostor a integrovaná úpravna vzduchu